
 快递查询
快递查询

-
 螺杆空压机
螺杆空压机
螺杆空压机压缩机广泛应用于机械、动力、冶金、电力、电子、医药、采矿、包装、食品、纺织、运输、市政建设、军工等行业,为这些行业提供完善的压缩空气动力解决方案。 -
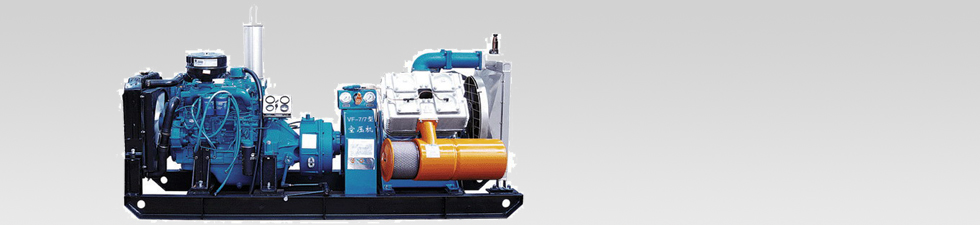
 变频式螺杆空压机
变频式螺杆空压机
多机联控(无特殊要求),该控制系统允许一台给定设备选择两种不同压力控制设定值的一种,当系统用气量大于第一台设备排气量时,第二台压缩机将自动启动,直至系统需求达到满足。同样系统需求下降时,第二台压缩机将自动停机。 -
 高压空压机
高压空压机
中高压空气压缩机采用当今世界新技术及专利,并经各种场合长期运行及考验:效率更高、可靠性更高(可24小时连续不停机运行)、寿命更长、噪声更低、振动更小、排气温度更低、油耗更低。 -
 防爆活塞空压机
防爆活塞空压机
投资少,运转、维护费用低机操作方便,安全可靠,自动控制,噪声低,油耗少型体小,移动灵活。使用先进的加工设备生产,精度高;采用高级球墨铸铁制造的曲轴、汽缸:超强、耐磨;阀片采用瑞典产专用阀片钢:耐撞击、耐疲劳、寿命长。 -
 全无油空压机
全无油空压机
主机以V型或W型排列,具有运动平衡性好特点。采用气压电路控制,且无须加入润滑油,故操控好,无须专人看管。安装简便、移动性强。 -
 防爆空压机
防爆空压机
具有防爆、过载、短路、断相、漏电等保护;还具有超温、空滤堵塞、油滤堵塞报警及超温停机等保护装置,以及容调、制压阀、安全阀三重保护防止超压运行。 -
 柴油移动空压机
柴油移动空压机
选用康明斯、玉柴等国内外名牌柴油机,符合国Ⅱ排放要求,动力强劲,燃油耗低,有覆盖全国的售后服务体系,用户可得到迅速、完善的服务。移动方便,在恶劣的地形条件下仍然可以灵活移动。
 螺杆空压机
螺杆空压机
空压机金属填料函怎样修理?
填函部分的故障大致有二种情况:
1、填料函漏气;
2、活塞杆的工作部分磨损。
如果活塞杆的磨损是由于气缸和活塞的磨损量大或气缸的中心线与机座的中心线不相重合,则可用按下列顺序消除上述原因的方法来解决填料的漏气。
(一)活塞杆的修理步骤:
(1)进行拆卸和清洗填料上的油;
(2)检查直接贴合在活塞杆表面的环的内表面;如果表面上肯有刮伤擦伤和毛面,则按活塞杆进行修整;在良好的状态下,环的工作表面具有光泽并是磨光的;
(3)如果活塞杆的工作部分的磨损很大(大于0.5毫米),则活塞杆需进行车削和研磨;
(4)如果活塞杆表面肯有划痕、擦伤等,可用锉刀修整和人工研磨;
(5)用涂红丹法进行刮削的方法,使环配合于活塞杆的工作表面;
(6)在活塞杆的不工作端或在特制的心棒上进行填料函的预装配;
在预装配时弄清填料函零件相互配合的状况;环和环形体的互相接触的端面应进行研磨;钢环的研磨在平板上用大研磨膏用涂色法检查。
(二)刮削填料环的方法:
(1)活塞杆工作部分涂上一薄层擦拭的红丹油;
(2)将填料环安在杆上来回数次接触研磨;
(3)从活塞杆上将取下,进行刮削,将刮涂有红丹油的地方;
(4)重新在活塞杆上涂色,将环自活塞杆上取下后,重新按颜色来刮削填料环;
(5)当填料环经过数次刮削后,环的整个工作表现上均匀地覆盖有细小的颜色斑迹,则刮削认为合格。
若环对于磨损很大的活塞杆不相适合,必须对活塞杆进行金属喷镀或镀铬修复,使用的心棒应与活塞杆直径一样。因此在运转条件下环内表面的装配必须直接按活塞杆来进行。
1、填料函漏气;
2、活塞杆的工作部分磨损。
如果活塞杆的磨损是由于气缸和活塞的磨损量大或气缸的中心线与机座的中心线不相重合,则可用按下列顺序消除上述原因的方法来解决填料的漏气。
(一)活塞杆的修理步骤:
(1)进行拆卸和清洗填料上的油;
(2)检查直接贴合在活塞杆表面的环的内表面;如果表面上肯有刮伤擦伤和毛面,则按活塞杆进行修整;在良好的状态下,环的工作表面具有光泽并是磨光的;
(3)如果活塞杆的工作部分的磨损很大(大于0.5毫米),则活塞杆需进行车削和研磨;
(4)如果活塞杆表面肯有划痕、擦伤等,可用锉刀修整和人工研磨;
(5)用涂红丹法进行刮削的方法,使环配合于活塞杆的工作表面;
(6)在活塞杆的不工作端或在特制的心棒上进行填料函的预装配;
在预装配时弄清填料函零件相互配合的状况;环和环形体的互相接触的端面应进行研磨;钢环的研磨在平板上用大研磨膏用涂色法检查。
(二)刮削填料环的方法:
(1)活塞杆工作部分涂上一薄层擦拭的红丹油;
(2)将填料环安在杆上来回数次接触研磨;
(3)从活塞杆上将取下,进行刮削,将刮涂有红丹油的地方;
(4)重新在活塞杆上涂色,将环自活塞杆上取下后,重新按颜色来刮削填料环;
(5)当填料环经过数次刮削后,环的整个工作表现上均匀地覆盖有细小的颜色斑迹,则刮削认为合格。
若环对于磨损很大的活塞杆不相适合,必须对活塞杆进行金属喷镀或镀铬修复,使用的心棒应与活塞杆直径一样。因此在运转条件下环内表面的装配必须直接按活塞杆来进行。